
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

उत्पादनहरू









चिसो फोर्जिंग
Youlin एक Youlin® कोल्ड फोर्जिङ कम्पनी हो, विशेष फास्टनरहरू, कोल्ड हेड र मेसिन गरिएका भागहरू, र इन्जिनियर गरिएका कम्पोनेन्टहरू, मल्टि-स्टेसन कोल्ड हेडिङ, मल्टि-स्पिन्डल स्क्रू मेसिनिङ र CNC र सेकेन्डरी मेसिनिङको प्रयोग गर्ने तपाईंको वन-स्टप स्रोत हो। सेकेन्डरी मेसिनिङको साथ हेडिङ, थ्रेडिङ र व्यवस्थित उपकरण बनाउने डिजाइनहरू सहित कोल्ड फारमिङ टेक्नोलोजीलाई मिसाएर, युलिनसँग हाम्रा ग्राहकहरूका लागि दीर्घकालीन, लागत प्रभावकारी चिसो हेड समाधानहरू इन्जिनियर र निर्माण गर्ने अद्वितीय क्षमता छ।
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
हामी उत्कृष्ट र उत्कृष्ट हुने हर प्रयास र कडा परिश्रम गर्नेछौं, र फ्याक्ट्री सस्तो चीन अनुकूलित Youlin® कोल्ड फोर्जिङका लागि विश्वव्यापी शीर्ष-ग्रेड र उच्च-प्रविधि उद्यमहरूको श्रेणीमा उभिन हाम्रा प्रविधिहरूलाई गति दिनेछौं, हामी नयाँ र अघिल्लो ग्राहकहरूलाई स्वागत गर्दछौं। जीवन शैली को सबै क्षेत्रहरु बाट आगामी व्यापार उद्यम अन्तरक्रिया को लागी हामीलाई कल गर्न र पारस्परिक उपलब्धि मा पुग्न!
कारखाना सस्तो चाइना फोर्जिङ, फोर्जिङ पार्ट्स, ग्राहक सन्तुष्टि हाम्रो पहिलो लक्ष्य हो। हाम्रो मिशन निरन्तर प्रगति गर्दै उत्कृष्ट गुणस्तरको पछि लाग्नु हो। हातेमालो गर्दै प्रगति गर्न र सँगै समृद्ध भविष्य निर्माण गर्नको लागि हार्दिक स्वागत गर्दछौं।
1. चिसो फोर्जिंग के हो?
 Youlin® कोल्ड फोर्जिङ, सामान्यतया कोल्ड फारमिङ / कोल्ड हेडिङ भनेर चिनिन्छ, धातुको आकार दिने र उत्पादन गर्ने प्रक्रिया हो जसमा बार स्टकलाई डाइमा घुसाइन्छ र दोस्रो बन्द डाइमा निचोड गरिन्छ। प्रक्रिया, पूरा गरिएको कोठाको तापक्रममा वा धातुको पुन: स्थापना तापक्रमभन्दा तल धातुलाई इच्छित आकार वा कन्फिगरेसनमा बनाइन्छ।
Youlin® कोल्ड फोर्जिङ, सामान्यतया कोल्ड फारमिङ / कोल्ड हेडिङ भनेर चिनिन्छ, धातुको आकार दिने र उत्पादन गर्ने प्रक्रिया हो जसमा बार स्टकलाई डाइमा घुसाइन्छ र दोस्रो बन्द डाइमा निचोड गरिन्छ। प्रक्रिया, पूरा गरिएको कोठाको तापक्रममा वा धातुको पुन: स्थापना तापक्रमभन्दा तल धातुलाई इच्छित आकार वा कन्फिगरेसनमा बनाइन्छ।
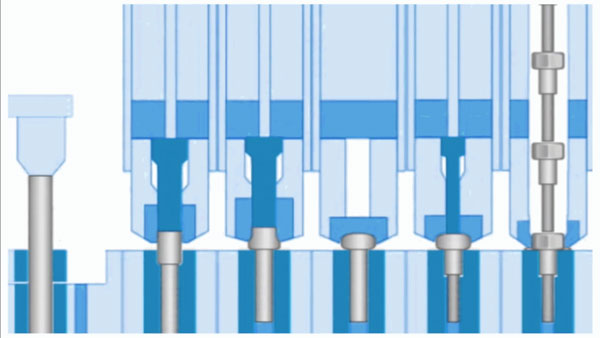
2. चिसो फोर्जिंग निर्माण प्रक्रिया
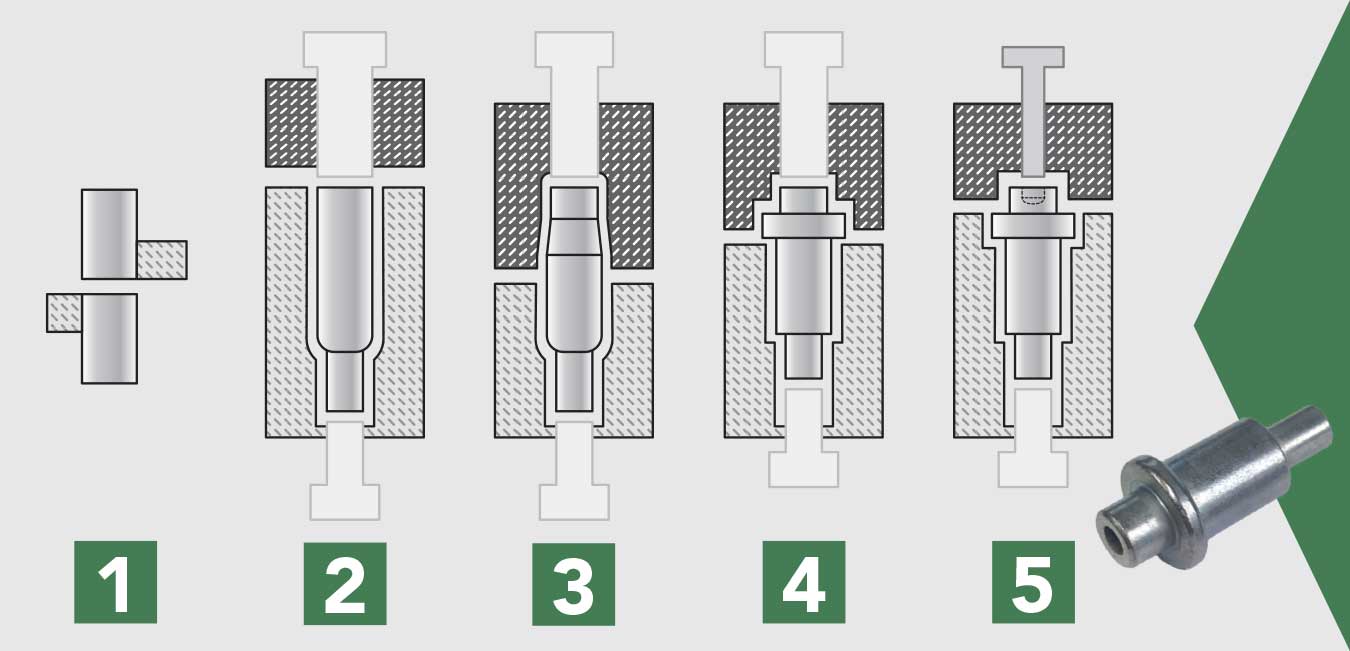
1. खाली तारको कुण्डलीबाट काटिन्छ
2.Forming को लागि उन्नत खाली पहिलो स्टेशन मा उन्नत छ
3.1st फारम खाली बनाइएको छ, त्यसपछि अर्को स्टेशनमा उन्नत
4.2nd फारम मेसिनको एउटै स्ट्रोकको समयमा, अघिल्लो भाग दोस्रो स्टेशनमा फेरि बनाइन्छ। प्रति मेसिन स्ट्रोक एक समाप्त भाग उत्पादन गर्न धेरै भागहरूमा काम गरिन्छ। [केही भागहरूलाई अभिप्रेत डिजाइन बनाउनको लागि मल्टिपल डाइज र ब्लोहरू आवश्यक पर्दछ]
5. गठन गरिएको भाग पूरा भएको भागलाई डाइबाट निकालिन्छ
3. कोल्ड फोर्जिङका फाइदाहरू र हानिहरू
 → धेरै थोरै वा कुनै परिष्करण कार्य चाहिन्छ
→ धेरै थोरै वा कुनै परिष्करण कार्य चाहिन्छ
→ मेशिन गर्नु अघि माध्यमिक ताप उपचारको लागि आवश्यक पर्दैन
→ Youlin® कोल्ड फोर्जिङ भागको अन्तिम वजन सामग्रीको प्रारम्भिक वजन बराबर हुन्छ
→ प्राप्य आयामी शुद्धता र उत्कृष्ट सतह गुणस्तरको राम्रो स्तर
→ आर्थिक फाइदाहरू उच्च उत्पादन दर र लामो जीवनको साथ संयुक्त
 → उच्च भोल्युममा साधारण आकारहरू मात्र आकार दिन सकिन्छ
→ उच्च भोल्युममा साधारण आकारहरू मात्र आकार दिन सकिन्छ
→ प्राप्त गर्न सकिने विरूपण स्तर र आकार दिने ग्रेड धेरै सीमित छन्
→ चिसो नक्कली धातुहरू कम नरम हुन्छन्, अवशिष्ट तनाव हुन सक्छ।
→ चिसो फोर्जिङ एक्सट्रुजनलाई तातो उपचार पनि चाहिन्छ
→ कोल्ड फोर्जिङ प्रत्येक स्टील ग्रेडमा प्रयोग गर्न सकिँदैन
4. उद्योगहरूको फराकिलो दायराहरूमा कम्पनीहरूको लागि कोल्ड फोर्जिङ सेवाहरू
 एयरोस्पेस: एयरोस्पेस उद्योगको चरम वातावरणहरूलाई उच्च गुणस्तर र टिकाउ विशेष मिश्र धातुहरूबाट उच्च प्रदर्शन चाहिन्छ।
एयरोस्पेस: एयरोस्पेस उद्योगको चरम वातावरणहरूलाई उच्च गुणस्तर र टिकाउ विशेष मिश्र धातुहरूबाट उच्च प्रदर्शन चाहिन्छ।
 अटोमोटिभ: Youlin विभिन्न तरिकामा अटोमोटिभ उद्योग सेवा गर्छ। संभावनाहरू धेरै राम्रो छन् कि चिसो गठन तपाईंको कारमा केहि निर्माण गर्न प्रयोग गरिएको थियो।
अटोमोटिभ: Youlin विभिन्न तरिकामा अटोमोटिभ उद्योग सेवा गर्छ। संभावनाहरू धेरै राम्रो छन् कि चिसो गठन तपाईंको कारमा केहि निर्माण गर्न प्रयोग गरिएको थियो।
 कम्प्युटर इलेक्ट्रोनिक्स: चिसो बनाउने प्रक्रियाहरूले कम्प्युटर र इलेक्ट्रोनिक्समा कम्पोनेन्टहरू साना बनाउन मद्दत गर्दछ, यी निरन्तर विकसित उद्योगहरूमा नयाँ उत्पादन विकासको लागि कुञ्जी।
कम्प्युटर इलेक्ट्रोनिक्स: चिसो बनाउने प्रक्रियाहरूले कम्प्युटर र इलेक्ट्रोनिक्समा कम्पोनेन्टहरू साना बनाउन मद्दत गर्दछ, यी निरन्तर विकसित उद्योगहरूमा नयाँ उत्पादन विकासको लागि कुञ्जी।
 चिकित्सा: चिकित्सा उपकरणहरू सामान्यतया धातुहरूबाट उत्पादन गरिन्छ जुन परम्परागत मेसिनिङ प्रक्रियाहरूसँग परिवर्तन गर्न गाह्रो हुन्छ। चिसो गठनले हामीलाई यी अद्वितीय धातुहरूलाई उच्च उत्पादन मात्रा र गतिमा बनाउन अनुमति दिन्छ।
चिकित्सा: चिकित्सा उपकरणहरू सामान्यतया धातुहरूबाट उत्पादन गरिन्छ जुन परम्परागत मेसिनिङ प्रक्रियाहरूसँग परिवर्तन गर्न गाह्रो हुन्छ। चिसो गठनले हामीलाई यी अद्वितीय धातुहरूलाई उच्च उत्पादन मात्रा र गतिमा बनाउन अनुमति दिन्छ।
५. प्रायः सोधिने प्रश्नहरू
प्रश्न: चिसो फोर्जिङ सबैभन्दा बलियो छ?
A: एक धेरै महत्त्वपूर्ण कारक अन्तिम भागको बल र अखण्डतालाई उल्लेखनीय रूपमा सुधार गर्न कोल्ड फोर्जिङको क्षमता हो। फोर्जिङले कास्टिङ, वेल्डमेन्ट वा पाउडर मेटल प्रक्रियाबाट हासिल गर्न सकिने भन्दा धेरै बलियो भागहरू उत्पादन गर्छ र यो कच्चा पट्टी वा प्लेट धातुको मेसिनिङभन्दा पनि उत्कृष्ट छ।
प्रश्न: कुन धातुहरू चिसो जाली हुन सक्छ?
A: चिसो फोर्जिंग अनुप्रयोगहरूमा सबैभन्दा सामान्य धातुहरू सामान्यतया मानक वा कार्बन मिश्र धातु स्टीलहरू हुन्। चिसो फोर्जिङ सामान्यतया बन्द-डाइ प्रक्रिया हो। कोल्ड फोर्जिङ सामान्यतया रुचाइन्छ जब धातु पहिले नै नरम धातु हो, जस्तै एल्युमिनियम।
प्रश्न: चिसो फोर्जिङ कसरी गरिन्छ?
A: चिसो फोर्जिङ पनि भनिन्छ, कोल्ड फोर्जिङ भनेको न्यानो र तातो फोर्जिङ जस्ता उच्च तापक्रममा भन्दा कोठाको तापक्रम नजिक हुने प्रक्रिया हो। यो वर्कपीसलाई दुईवटा डाइजको बीचमा राखेर र धातुले आफ्नो आकार धारण नगरेसम्म डाइलाई धकेल्दै गरिन्छ।
हट ट्यागहरू: चिसो फोर्जिंग, चीन, अनुकूलित, OEM, निर्माता, आपूर्तिकर्ता, कारखाना, चीन मा निर्मित
सम्बन्धित श्रेणी
सीएनसी मेसिनिङ सेवा
कास्टिङ सेवाहरू
फोर्जिङ सेवाहरू
मुद्रांकन सेवाहरू
डीप ड्रन सेवाहरू
प्लास्टिक इंजेक्शन सेवाहरू
लेजर काट्ने सेवाहरू
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।









